kategorier: Utvalda artiklar » Elektrikerhemligheter
Antal visningar: 238296
Kommentarer till artikeln: 19
Svetstrådanslutning
 Förutom de som beskrivs tidigare trådanslutningsmetoder (se artikel Anslutningsmetoder: från vändningar till lödning), svetsning har använts allmänt nyligen.
Förutom de som beskrivs tidigare trådanslutningsmetoder (se artikel Anslutningsmetoder: från vändningar till lödning), svetsning har använts allmänt nyligen.
Svetsad fog är att föredra framför alla andra: med sin hjälp är det lättast att få en tillräckligt tillförlitlig och högkvalitativ kontakt. Därför är ledningens drifttid mycket lång.
Nu är kablarna oftast utförda av en koppartråd, de försöker att inte använda aluminiumtråd. Därför kommer vi ytterligare att fokusera huvudsakligen på svetsning av koppartrådar.
Svetsning av koppartrådar kan utföras antingen genom växelström eller likström vid en spänning på 12 - 36V, medan det bör vara möjligt att styra svetsströmmen. Det mest lämpliga för svetstrådar bör betraktas som en svetsmaskin för inverterartyp.
Svetsmaskiner för inverterartyp
Fördelarna med inverteranordningar är allmänt kända. Först och främst är den liten i storlek och vikt, och vissa modeller har en rem för att bära över axeln. Detta gör att du kan hänga enheten på ett bälte över axeln och klättra i trappstegen för att svetsa vridningar i en lödlåda.
SvetsomvandlareSom regel har de ett brett spektrum av reglering av svetsström. Bågen för sådana anordningar är mycket stabil, den tänds väl vid låga svetsströmmar, så även en oerfaren svetsare kan mycket snart uppnå utmärkta resultat, få svetsade fogar av god kvalitet.
Fördelarna med inverteranordningar inkluderar också låg effektförbrukning jämfört med konventionella transformatorsvetsare. Därför är det fullt möjligt att ansluta till hushållskablar: det kommer inte att bli blinkande lampor och funktionsfel i olika hushållsutrustningar, det kommer inte att finnas några klagomål från grannarna.
Svetsning av koppartrådar är lika farligt som konventionell stålsvetsning. Faren för att "plocka upp kaniner" och få brännskador från smält metall bevaras fullt ut. Därför bör arbete med svetstrådar utföras i en svetsmask, svetshandskar. Overaller bör också omfatta arbete med svetsning. Dessutom är det nödvändigt att följa alla brandsäkerhetsåtgärder och säkerhetsföreskrifter, som vid konventionell svetsning.
För svetsning av koppartrådar används speciella kol-kopparelektroder, som ofta kallas ”pennor”. I avsaknad av sådana speciella elektroder kan du använda en konventionell kolstång från ett oanvändbart batteri. I detta fall kan svetsströmmen, beroende på diameter och antal trådar som ska svetsas, rekommenderas, åtminstone grovt, inom de gränser som anges nedan.
En svetsström på 70A är tillräcklig för att svetsa två koppartrådar med ett tvärsnitt på 1,5 mm2, 80 - 90A krävs för tre av samma ledningar. För två eller tre ledningar med ett tvärsnitt på 2,5 mm2 når strömmen 80-100A och för tre eller fyra ledningar 100-120A.
Dessa siffror bör betraktas som vägledande, eftersom koppar som används i ledningarna, beroende på tillverkaren, varierar mycket i sammansättning och egenskaper. Följaktligen kommer svetslägena också att variera.
Det optimala läget är när elektroden inte håller sig fast vid svetspunkten och bågen är stabil. Denna kombination uppnås redan i arbetet empiriskt. Ungefär sådana gränser bör följas vid köp av en inverter-svetsmaskin. Om enheten endast ska användas för sådant arbete krävs inte en kraftfullare enhet.
Svetsteknologi trådar
Faktiskt består svetsning av flera tekniska operationer. Ta först bort manteln och isoleringen från ledningarna och sedan att vrida. Klipp den resulterande vridningen så att ändarna på alla ledningar är på samma nivå och vridlängden skulle vara minst 50 mm.
Därefter installeras ett kopparvärmeavtagande klämma på vridningen och svetsmaskinens "massa" ansluts. Efter dessa operationer bringas slutet på kolens "blyerts" som laddas in i hållaren till slutet av vridningen och svetsningen utförs. Som ett resultat bör en snygg boll av smält koppar bildas i slutet av vridningen, varefter svetsningen ska stoppas. För att inte smälta trådens isolering bör svetstiden för varje vridning inte överstiga 1 - 2 sekunder. Efter att de svetsade spolarna har svalnat ska de isoleras med en isolerande tejp eller, modernare, med värmekrymprör.
Hemlagade trådsvetsmaskiner
Inverteringsapparater för vridningsspolar är mycket bra, men de har en nackdel, kanske den enda. Detta är ett högt pris. Därför blir förvärvet av en sådan apparat lämpligt när svetsning utförs regelbundet, och inte från fall till fall, till exempel under villkoren för specialiserade elektrotekniska brigader och företag. Om du bara planerar ledningsbyte i en två- eller tre-rumslägenhet på egen hand är det fullt möjligt att komma förbi med en hemmagjord svetsmaskin, till och med bara en transformator, med lämplig kraft.
Som en sådan transformator är TBS-serietransformatorn (Armored Machine Transformer Transformer) som visas i figuren ganska lämplig 1.

bild 1. TBS-serietransformator
För svetstrådar är en transformator med en effekt på minst 600 W och en sekundär lindningsspänning på 9 - 36V lämplig. En elektrodhållare och en klämma för att ansluta "massan" är anslutna till sekundärlindningen.
Svetsning utförs med en kolelektrod (stav från batteriet) på samma sätt som beskrivits ovan för svetsmaskinen för växelriktaren. Egentligen är hela processen densamma: från strippningstrådar till beröring av vridningen med en kolstång och efterföljande isolering av vändningarna.
I frånvaro av en sådan transformator är det lätt att göra det själv. Detta kräver ett W-format transformatorjärn med en kärnyta på minst 30 cm2. Med en yta på 30 cm2 och en nätspänning på 220 V innehåller den primära lindningen 293 varv med en lindningstråd med en diameter på 0,8 - 1,0 mm.
Den sekundära lindningen lindas i tre ledningar med en diameter på 3 mm, eller tunnare i fyra till fem ledningar, men bara så att den totala ytan är minst 15 - 20 mm2. När den sekundära lindningens spänning är 10V måste den innehålla 13 varv med det angivna strykjärnet.
Om det inte finns något sådant järn kan antalet varv bestämmas med formlerna nedan.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Enligt dessa formler bestäms antalet varv för primära och sekundära lindningar, där S är kärnområdet, 40 är den empiriska koefficienten (kan ligga i området 40-60, desto bättre järn, desto mindre antal), U1 nätspänning (220V), U2 - krävs sekundär spänning. Förresten, denna formel är lämplig för att beräkna någon transformator, inte nödvändigtvis svetsning.
Liksom i föregående fall behöver du svetsmask eller glasögon och vantar, annars garanteras brännskador med smält metall eller "kaniner" i ögonen. För att förenkla svetsprocessen kan du använda den speciella klämman som visas på figuren. 2.
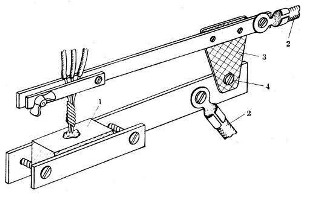
bild 2. Vrid svetsare
Enhetens design är enkel och förståelig från figuren. Spänningen från svetstransformatorn med hjälp av ledningar 2 tillförs de övre (rörliga armen) och de nedre (bas) delarna som är sammankopplade med en isolerande platta 3 med hjälp av ett gångjärn 4. En kolelektrod 1 med ett urtag för flödet används som bas, som används som en vanlig borax som säljs på apotek.
Trådarna 2 bör vara så korta som möjligt, och tvärsnittet ska vara så maximalt som möjligt, inte mindre än tvärsnittet för transformatorns sekundära lindning.Strömbrytaren ska vara så nära som möjligt, det är bättre om det är en passagerare på kabeln, som en golvlampa.
Svetsprocessen i detta fall ser ut så här. Först fixeras den svetsade vriden med en vingklämma på den rörliga armen. Ett flöde hälls in i kolelektrodens urtag, spakarna komprimeras för hand. Därefter appliceras spänning på svetstransformatorn, och en boll bildas i urtagningen av kolelektroden under flödesskiktet. Därefter ska transformatorn stängas av och vänta ett tag tills bollen svalnar direkt i fixturen.
Svetsningstiden är som regel praktiskt bestämd, därför bör du först öva på onödiga rester av trådar. Med hjälp av denna enhet är svetsning av aluminiumtrådar, liksom aluminium och koppar, möjlig. Metoderna för att utföra vändningar för detta fall visas i figuren. 3.
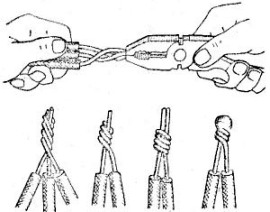
bild 3. Vridningar för svetsning av ledningar
Läs om punktsvetsmaskinerhär. Artikeln beskriver flera hemmagjorda konstruktioner av sådana apparater för hemmawarken.
Boris Aladyshkin
Se även på elektrohomepro.com
: