categorii: Articole prezentate » Secretele electricianului
Număr de vizualizări: 238296
Comentarii la articol: 19
Conexiune cu fir de sudură
 Pe lângă cele descrise mai devreme metode de conectare prin sârmă (vezi articolul Metode de cablare: de la răsucire la lipire)sudura a fost folosită pe scară largă recent.
Pe lângă cele descrise mai devreme metode de conectare prin sârmă (vezi articolul Metode de cablare: de la răsucire la lipire)sudura a fost folosită pe scară largă recent.
Îmbinarea sudată este de preferat tuturor celorlalți: cu ajutorul acesteia este mai ușor să obții un contact suficient de fiabil și de înaltă calitate. Prin urmare, durata de funcționare a cablurilor este foarte lungă.
Acum, cablajul este cel mai adesea executat de un fir de cupru, ei încearcă să nu folosească un fir de aluminiu. Prin urmare, în continuare, ne vom concentra mai ales pe sudarea firelor de cupru.
Sudarea firelor de cupru se poate face fie prin alternare sau cu curent continuu la o tensiune de 12 - 36V, în timp ce ar trebui să fie posibilă controlarea curentului de sudură. Cele mai potrivite pentru sudarea firelor trebuie considerate o mașină de sudură de tip invertor.
Mașini de sudat tip invertor
Avantajele dispozitivelor invertoare sunt cunoscute pe scară largă. În primul rând, are dimensiuni mici și greutate, iar unele modele au o curea pentru a transporta peste umăr. Acest lucru vă permite să agățați dispozitivul de o centură peste umăr și să urcați scara pentru a suda răsuciri într-o cutie de lipit.
Invertoare de sudurăDe regulă, acestea au o gamă largă de reglare a curentului de sudură. Arcul unor astfel de dispozitive este foarte stabil, se aprinde bine la curenții de sudare scăzute, astfel încât chiar și un sudor fără experiență poate obține foarte curând rezultate excelente, obține îmbinări sudate de bună calitate.
De asemenea, avantajele dispozitivelor invertoare includ un consum redus de energie comparativ cu sudorii convenționali în transformatoare. Prin urmare, este destul de posibil să vă conectați la cablarea gospodăriei: nu vor fi clipiri de lumini și defecțiuni în funcționarea diverselor echipamente casnice, nu vor exista reclamații din partea vecinilor.
Sudarea firelor de cupru este la fel de periculoasă ca și sudarea convențională din oțel. Pericolul de a „ridica iepurașii” și de a obține arsuri din metalul topit este păstrat pe deplin. Prin urmare, lucrările la firele de sudare ar trebui să fie efectuate cu o mască de sudare, mănuși de sudare. Salopeta trebuie să includă, de asemenea, lucrul cu sudura. În plus, este necesar să se respecte toate măsurile de siguranță la incendiu și normele de siguranță, ca în cazul sudării convenționale.
Pentru sudarea firelor de cupru, se folosesc electrozi speciali din cupru din carbon, care sunt adesea numiți „creioane”. În absența unor astfel de electrozi speciali, puteți utiliza o tijă de carbon convențională dintr-o baterie inutilizabilă. În acest caz, curentul de sudare, în funcție de diametrul și numărul de fire care trebuie sudate, poate fi recomandat, cel puțin aproximativ, în limitele indicate mai jos.
Un curent de sudare de 70A este suficient pentru sudarea a două fire de cupru cu o secțiune transversală de 1,5 mm2, pentru trei din aceleași fire 80 - 90A vor fi necesare. Pentru două sau trei fire cu secțiune transversală de 2,5 mm2, curentul ajunge la 80-100A, iar pentru trei sau patru 100-120A.
Aceste cifre ar trebui considerate indicative, deoarece cuprul utilizat în fire, în funcție de producător, variază foarte mult în compoziție și proprietăți. În consecință, modurile de sudare vor diferi.
Modul optim este atunci când electrodul nu se lipește de punctul de sudură și arcul este stabil. Această combinație este obținută deja în procesul de lucru empiric. Aproximativ astfel de limite trebuie respectate la achiziționarea unei mașini de sudat invertor. Dacă se presupune că dispozitivul va fi folosit doar pentru o astfel de muncă, atunci nu este necesar unul mai puternic.
Tehnologia de sudare fire
De fapt sudarea constă în mai multe operații tehnologice. Mai întâi, îndepărtați teaca și izolația din fire, apoi a răsuci. Tăiați răsucirea rezultată, astfel încât capetele tuturor firelor să fie la același nivel, iar lungimea de răsucire ar fi de cel puțin 50 mm.
După aceea, o clemă de îndepărtare a căldurii este instalată pe răsucire, iar „masa” mașinii de sudat este conectată. După aceste operațiuni, capătul „creionului” de cărbune încărcat în suport este adus la capătul răsucirii și se execută sudarea. Drept urmare, la sfârșitul răsucirii ar trebui să se formeze o bilă îngrijită de cupru topit, după care sudarea trebuie oprită. Pentru a nu topi izolarea firelor, timpul de sudare al fiecărei răsuciri nu trebuie să depășească 1 - 2 secunde. După ce bobinele sudate s-au răcit, acestea trebuie izolate cu o bandă izolatoare sau, mai modern, folosind tubul de contracție termică.
Mașini de sudură de sârmă de casă
Aparatele inversoare pentru răsucirea bobinelor sunt foarte bune, dar au un dezavantaj, poate singurul. Acesta este un preț ridicat. Prin urmare, achiziția unui astfel de aparat devine adecvată atunci când sudarea este efectuată regulat, și nu de la caz la caz, de exemplu, în condițiile brigadelor și întreprinderilor specializate în inginerie electrică. Dacă doar plănuiești înlocuirea cablurilor într-un apartament cu două sau trei camere, pe cont propriu, este foarte posibil să te descurci cu o mașină de sudură făcută la domiciliu, chiar și doar un transformator, de putere adecvată.
Ca un astfel de transformator, transformatorul din seria TBS (Armored Machine Transformer Transformer) prezentat în figură este destul de potrivit 1.

imagine 1. Transformator seria TBS
Pentru firele de sudare, este destul de potrivit un transformator cu o putere de cel puțin 600 W și o tensiune de înfășurare secundară de 9 - 36V. Un suport de electrod și o clemă pentru conectarea „masei” sunt conectate la înfășurarea secundară.
Sudarea se realizează cu un electrod de carbon (tijă din baterie) în același mod în care a fost scris mai sus pentru mașina de sudare a invertorului. De fapt, întregul proces este același: de la decuparea firelor la atingerea răsucirii cu o tijă de carbon și izolarea ulterioară a răsucirilor.
În absența unui astfel de transformator, este ușor să-l faci singur. Aceasta va necesita un fier transformator în formă de W, cu o suprafață de miez de cel puțin 30 cm2. Cu o suprafață de 30 cm2 și o tensiune de rețea de 220 V, înfășurarea primară conține 293 de rotații realizate de un fir de înfășurare cu un diametru de 0,8 - 1,0 mm.
Înfășurarea secundară este înfășurată în trei fire cu un diametru de 3 mm sau mai subțire în patru-cinci fire, dar numai astfel încât suprafața totală să nu fie mai mică de 15 - 20 mm2. Când tensiunea înfășurării secundare este de 10V, aceasta trebuie să conțină 13 rotiri cu fierul indicat.
Dacă nu există un astfel de fier, atunci numărul de rotații poate fi determinat prin formulele de mai jos.
W1 = 40 * U1 / S
L2 = 40 * U2 / S
Conform acestor formule, se determină numărul de rotații pentru înfășurările primare și secundare, unde S este zona de miez, 40 este coeficientul empiric (poate fi cuprins în intervalul 40-60, cu cât fierul este mai bun, cu atât numărul este mai mic), tensiunea de rețea U1 (220V), U2 - necesară tensiune secundară. Apropo, această formulă este potrivită pentru calcularea oricărui transformator, nu neapărat la sudare.
La fel ca în cazul precedent, veți avea nevoie de o mască de sudură sau ochelari și mănuși, în caz contrar arderile cu metal topit sau „iepurași” în ochi sunt garantate. Pentru a simplifica procesul de sudare, puteți utiliza clema specială prezentată în figură. 2.
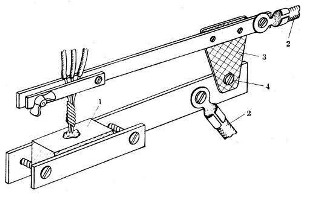
imagine 2. Sudor răsucitor
Designul dispozitivului este simplu și inteligibil din figură. Tensiunea de la transformatorul de sudură cu ajutorul firelor 2 este furnizată părților superioare (brațului mobil) și inferior (bazei) interconectate de o placă izolatoare 3, cu ajutorul unei balamale 4. Un electrod de carbon 1 cu adâncime pentru flux, care este folosit ca de obicei, este fixat la bază borax vândut în farmacii.
Cablurile 2 trebuie să fie cât mai scurte, iar secțiunea transversală trebuie să fie cât mai mare posibil, nu mai puțin decât secțiunea transversală a înfășurării secundare a transformatorului.Întrerupătorul de alimentare trebuie să fie cât mai aproape posibil, este mai bine dacă este un întrerupător de trecere pe sârmă, ca o lampă de podea.
Procesul de sudare în acest caz arată astfel. În primul rând, răsucirea sudată este fixată cu o clemă aripă pe brațul mobil. Un flux este turnat în adâncimea electrodului de carbon, pârghiile sunt comprimate manual. După aceea, tensiunea este aplicată transformatorului de sudură și se formează o bilă în adâncimea electrodului de carbon sub stratul de flux. După aceea, transformatorul ar trebui să fie oprit și să aștepte un pic până când mingea se răcește direct în corpul de fixare.
Timpul de sudare, de regulă, este practic determinat, prin urmare, ar trebui să practicați mai întâi pe resturi inutile de fire. Folosind acest dispozitiv, este posibilă sudarea firelor de aluminiu, precum și a aluminiului și a cuprului. Metodele de efectuare a răsucirilor pentru acest caz sunt prezentate în figură. 3.
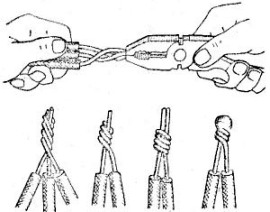
imagine 3. Răsuciri pentru sudarea firelor
Citiți despre mașinile de sudare la fața loculuiaici. Articolul descrie câteva modele de astfel de dispozitive făcute la domiciliu pentru atelierul de acasă.
Boris Aladyshkin
Consultați și la i.electricianexp.com
: