категории: Препоръчани статии » Тайните на електротехника
Брой преглеждания: 238296
Коментари към статията: 19
Свързване на заваръчна жица
 В допълнение към описаните по-рано методи за свързване на проводници (виж статията Методи на свързване: от обрати до запояване), заваряването се използва широко напоследък.
В допълнение към описаните по-рано методи за свързване на проводници (виж статията Методи на свързване: от обрати до запояване), заваряването се използва широко напоследък.
Заваряването е за предпочитане пред всички останали: най-лесно е да се получи надежден и висококачествен контакт с него. Следователно продължителността на окабеляването е много дълга.
Сега окабеляването най-често се извършва от медна жица, те се опитват да не използват алуминиева жица. Следователно, по-нататък ще се съсредоточим главно върху заваряването на медни проводници.
Заваряването на медни проводници може да се извърши или чрез променлив или постоянен ток при напрежение 12 - 36V, като същевременно трябва да има възможност за контрол на заваръчния ток. Най-подходящ за заваряване на проводници трябва да се счита за заваръчна машина тип инвертор.
Инверторни заваръчни машини
Предимствата на инверторните устройства са широко известни. На първо място, той е с малък размер и тегло, а някои модели имат каишка за носене през рамо. Това ви позволява да окачите устройството на колан над рамото си и да се изкачите по стълбата за заваряване на обрати в спояваща кутия.
Заваръчни инверториПо правило те имат широк диапазон на регулиране на заваръчния ток. Дъгата на такива устройства е много стабилна, тя се запалва добре при ниски заваръчни токове, така че дори неопитен заварчик може много скоро да постигне отлични резултати, да получи качествени заварени фуги.
Също така, предимствата на инверторните устройства включват ниска консумация на енергия в сравнение с конвенционалните трансформаторни заварчици. Следователно е напълно възможно да се свържете към домакинското окабеляване: няма да има мигане на светлини и повреди в работата на различни домакински съоръжения, няма да има оплаквания от съседите.
Заваряването на медни проводници е също толкова опасно, колкото и конвенционалното заваряване на стомана. Опасността да „вземете зайчета“ и да получите изгаряния от разтопен метал е напълно запазена. Следователно работата по заваръчните проводници трябва да се извършва в заваръчна маска, заваръчни ръкавици. Гащеризоните трябва да включват и работа със заваряване. Освен това е необходимо да се спазват всички мерки за пожарна безопасност и разпоредби за безопасност, както при конвенционалното заваряване.
За заваряване на медни проводници се използват специални въглеродни медни електроди, които често се наричат "моливи". При липса на такива специални електроди можете да използвате конвенционален въглероден прът от неизползваема батерия. В този случай заваръчният ток, в зависимост от диаметъра и броя на проводниците, които трябва да бъдат заварени, може да се препоръча, поне приблизително, в границите, както са посочени по-долу.
Заваръчен ток от 70А е достатъчен за заваряване на две медни проводници с напречно сечение 1,5 mm2, 80 - 90A ще са необходими за три еднакви проводници. За два или три проводника с напречно сечение 2,5 mm2, токът достига 80-100A, а за три или четири 100-120A.
Тези цифри трябва да се считат за ориентировъчни, тъй като използваната мед в проводниците, в зависимост от производителя, варира значително по състав и свойства. Съответно режимите на заваряване също ще се различават.
Оптималният режим е, когато електродът не се придържа към точката на заваряване и дъгата е стабилна. Тази комбинация се постига вече в процеса на работа емпирично. Приблизително такива ограничения трябва да се спазват при закупуване на инверторна заваръчна машина. Ако устройството трябва да се използва само за такава работа, тогава не се изисква по-мощно.
Заваръчна технология проводници
Всъщност заваряването се състои от няколко технологични операции. Първо отстранете обвивката и изолацията от проводниците, а след това да се изкриви, Изрежете получения обрат, така че краищата на всички проводници да са на едно и също ниво, а дължината на усукване да бъде най-малко 50 мм.
След това върху усукването се монтира медна клипса за отстраняване на топлина и "масата" на заваръчната машина е свързана. След тези операции, краят на „молива“ на въглища, зареден в държача, се довежда до края на усукване и се извършва заваряване. В резултат на това в края на усукване трябва да се образува спретнато топче от разтопена мед, след което заваряването трябва да бъде спряно. За да не се стопи изолацията на проводниците, времето за заваряване на всеки обрат не трябва да надвишава 1 - 2 секунди. След като заварените бобини се охладят, те трябва да бъдат изолирани с изолационна лента или, по-модерно, използване на термосвиваеми тръби.
Домашни машини за заваряване на тел
Инверторните апарати за усукване на бобини са много добри, но те имат един недостатък, може би единственият. Това е висока цена. Следователно придобиването на такъв апарат става подходящо, когато заваряването се извършва редовно, а не от случай до случай, например, в условията на специализирани бригади и предприятия за електротехника. Ако просто планирате подмяна на окабеляване в апартамент с две или три стаи самостоятелно е напълно възможно да се минете с домашна заваръчна машина, дори само трансформатор, с подходяща мощност.
Като такъв трансформатор, трансформаторът от серията TBS (Armored Machine Transformer Transformer), показан на фигурата, е доста подходящ 1.

снимка 1, Серия трансформатори TBS
За заваряване на проводници, трансформатор с мощност най-малко 600 W и напрежение на вторичната намотка 9 - 36V е доста подходящ. Държачът на електрода и скобата за свързване на „масата“ са свързани към вторичната намотка.
Заваряването се извършва с въглероден електрод (пръчка от акумулатора) по същия начин, както беше написано по-горе за инверторната заваръчна машина. Всъщност целият процес е един и същ: от събличане на проводници до докосване до въртенето с въглероден прът и последваща изолация на обратите.
При липса на такъв трансформатор е лесно да го направите сами. Това ще изисква трансформаторно желязо във формата на W с площ на сърцевината най-малко 30 cm2. С площ от 30 см2 и мрежово напрежение 220 V, първичната намотка съдържа 293 оборота, направени от намотка тел с диаметър 0,8 - 1,0 мм.
Вторичната намотка се навива в три проводника с диаметър 3 mm или по-тънка в четири до пет проводника, но само така, че общата площ да е най-малко 15 - 20 mm2. Когато напрежението на вторичната намотка е 10V, тя трябва да съдържа 13 оборота с посоченото желязо.
Ако няма такова желязо, тогава броят на завоите може да се определи по формулите по-долу.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Според тези формули се определя броят на завоите за първичната и вторичната намотки, където S е основната площ, 40 е емпиричният коефициент (може да лежи в диапазона 40-60, толкова по-добре е желязото, толкова по-малък е броят), U1 мрежово напрежение (220V), U2 - необходимо вторично напрежение. Между другото, тази формула е подходяща за изчисляване на всеки трансформатор, а не непременно заваряване.
Както в предишния случай, ще ви е необходима заваръчна маска или очила и ръкавици, в противен случай изгарянията с разтопен метал или "зайчета" в очите са гарантирани. За да опростите процеса на заваряване, можете да използвате специалната скоба, показана на фигурата. 2.
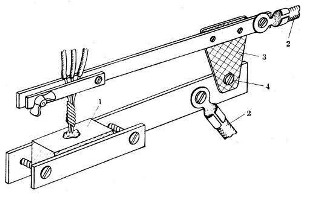
снимка 2, Twist заварчик
Дизайнът на устройството е прост и разбираем от фигурата. Напрежението от заваръчния трансформатор с помощта на проводници 2 се подава към горната (подвижна рама) и долната (основата) части, свързани помежду си с изолационна плоча 3, посредством панта 4. Въглероден електрод 1 с вдлъбнатина за флюса, който се използва, както обикновено, се фиксира към основата боракс, продаван в аптеките.
Проводниците 2 трябва да са възможно най-къси, а напречното сечение трябва да бъде възможно най-голямо, не по-малко от напречното сечение на вторичната намотка на трансформатора.Превключвателят на захранването трябва да бъде възможно най-близо, по-добре е, ако това е преминаващ превключвател на жицата, като подова лампа.
Процесът на заваряване в този случай изглежда така. Първо, завареният обрат се фиксира със скоба на крилото върху подвижната рамо. В вдлъбнатината на въглеродния електрод се излива поток, лостовете се компресират на ръка. След това напрежението се прилага към заваръчния трансформатор и в вдлъбнатината на въглеродния електрод под флюсовия слой се образува топка. След това трансформаторът трябва да бъде изключен и да изчака известно време, докато топката се охлади директно в приспособлението.
Времето за заваряване, като правило, е практически определено, следователно, първо трябва да се упражнявате на ненужно подрязване на тел. С помощта на това устройство е възможно заваряване на алуминиеви проводници, както и на алуминий и мед. Методите за извършване на обрати за този случай са показани на фигурата. 3.
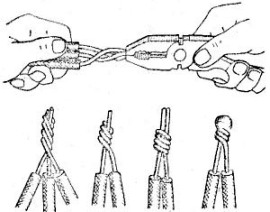
снимка 3, Врати за заваряване на проводници
Прочетете за машините за точково заваряванетук, Статията описва няколко домашни дизайни на такива устройства за домашната работилница.
Борис Аладишкин
Вижте също на i.electricianexp.com
: